
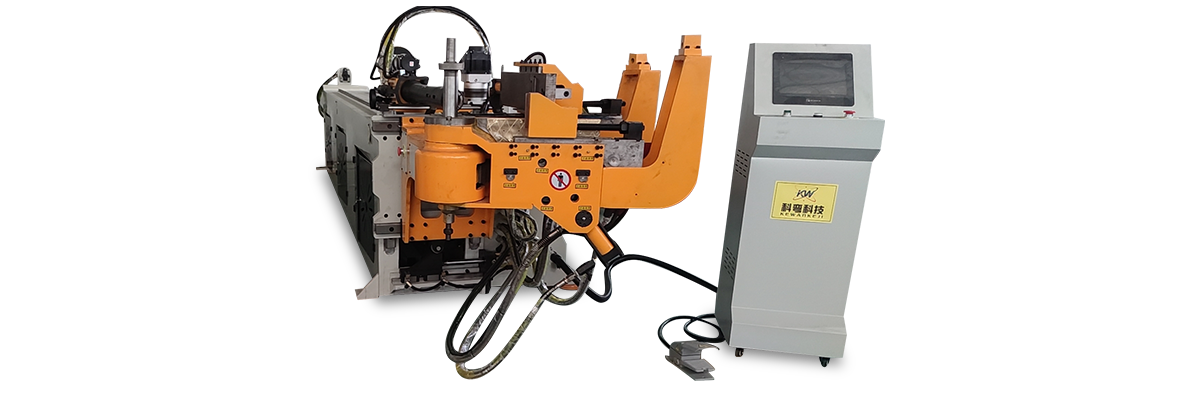




設備概述
該設備是三維數控(kòng)液壓彎(wān)管機,本設備采(cǎi)用PLC控製+頂推(tuī)功(gōng)能,加數控模(mó)塊具有手動、半自動、全自動功能。
在加工過程中移動式控製觸摸屏上顯示彎管、轉角(jiǎo)、送料的加工值。可設定單步執行動作及半循環操作,還可設定全自動(dòng)循環操作。具(jù)有自動檢測錯誤及故障的功能,當出現任何非正常(cháng)動作或有任何威脅存在時機器會立(lì)即停機發出異常,幫助排除故障。
具有多種預製菜單中文顯示屏幕,人機對話式操作,可任意選擇手動、半自動、全自(zì)動操作方式,移動式腳踏開關兼備啟動,緊停兩(liǎng)種功能。
液壓係統、控製係統、驅動係(xì)統、顯示係(xì)統等均采用高可靠性的進口件,精度高、效率高、適用於批量生產、具有國際與國內先進水平。
設(shè)備技術參數
三、配(pèi)置表
機(jī)床的操作說明
1.試(shì)彎
a.在初始畫麵中(zhōng)點擊任意(yì)處(chù)進(jìn)入係統,進入(rù)操作主菜單按手動(dòng)鍵進入手動頁麵,設置送料(liào)長度、彎管角度、轉角角度,設定好後(hòu),再按進心鍵進芯棒(bàng);裝好管件,按“抓料緊(jǐn)”、“彎管夾(jiá)緊”、“導模夾(jiá)緊”後(hòu)進行彎管,根據管(guǎn)件狀(zhuàng)態調(diào)整模具到位(wèi)。(單個彎頭)
b. 在初始畫麵中點擊任意處進入(rù)係統,進入操作主菜單按編程鍵進入編程頁麵,按畫麵(miàn)顯(xiǎn)示(shì)設(shè)定上料(liào)位(wèi)置、管子(zǐ)長度、導模長度、前置長度、幹涉區(qū)長度參數值,設定好後進入(rù)下一頁,進入參數編輯頁麵,設定送料長度、轉(zhuǎn)角角度、彎角角度,設定完後進行程序存儲,然後(hòu)退出。(多個彎頭)
c.進入自動畫麵,踩下腳踏開(kāi)關進行試彎(wān)。
2.彎管
試彎成功後,返回到主菜單,按“自動”鍵,按畫麵顯示設定彎管數量後,機器自動進行彎(wān)管。
一(yī)、操作主菜單之畫麵
1、“手 動(dòng)”進入手動控製(zhì)模式之各種功能由此觸摸進入。
2、“自 動”進入自動控製模式之各種功能由此觸摸進(jìn)入。
3、“編(biān) 程”編輯加工程式值之書寫時,由此觸摸進入。
4、“參數設(shè)定”機床參數之設定,由此觸摸進(jìn)入。
5、“模式設定”工作模式之選擇,由此(cǐ)觸摸進入。
6、“首 頁”觸摸此鍵進入開機主畫麵。
該設備是三維數控(kòng)液壓彎(wān)管機,本設備采(cǎi)用PLC控製+頂推(tuī)功(gōng)能,加數控模(mó)塊具有手動、半自動、全自動功能。
在加工過程中移動式控製觸摸屏上顯示彎管、轉角(jiǎo)、送料的加工值。可設定單步執行動作及半循環操作,還可設定全自動(dòng)循環操作。具(jù)有自動檢測錯誤及故障的功能,當出現任何非正常(cháng)動作或有任何威脅存在時機器會立(lì)即停機發出異常,幫助排除故障。
具有多種預製菜單中文顯示屏幕,人機對話式操作,可任意選擇手動、半自動、全自(zì)動操作方式,移動式腳踏開關兼備啟動,緊停兩(liǎng)種功能。
液壓係統、控製係統、驅動係(xì)統、顯示係(xì)統等均采用高可靠性的進口件,精度高、效率高、適用於批量生產、具有國際與國內先進水平。
設(shè)備技術參數
| 項目/機型 | DW75CNCX2A-1S單層模 |
| 最大(dà)適(shì)用碳鋼 | ¢76*3.0t |
| □70*70*3t | |
| 最大送料行(háng)程(chéng)(b) | 2800mm |
| 送料方式 | 直(zhí)送或夾送 |
| 最大彎(wān)曲半徑 | 330mm |
| 最大彎曲角度 | 185° |
| 每管件可設彎管數 | 16彎 |
| 可設定管件啖感檔案數 | 999組 |
| 係統最大壓力 | 12Mpa(可調) |
| 彎管速度 | Max*30度/秒 |
| 轉管速度 | Max*180度/秒 |
| 送料速(sù)度 | Max*700mm/秒 |
| 彎管角度 | ±0.15° |
| 轉管角度 | ±0.1° |
| 送(sòng)料(liào)長度 | ±0.1mm |
| 轉(zhuǎn)彎伺服電機功率 | 1Kw |
| 送料伺服電機功率 | 7kw |
| 油(yóu)壓電機(jī)功率 | 7.5kw |
| 機器重量kg | 3800 |
| 機器尺寸mm | 5700*1900*1300 |
三、配(pèi)置表
| 名稱 | 供應商 |
| 電磁換向閥 | 油研 |
| 溢流閥 | 油研 |
| 調節閥 | 油研 |
| 編碼器 | 內密控 |
| 葉片泵 | 泰(tài)克 |
| 密封件 | 鼎機 |
| 接近開關 | 瑞科 |
| 微電腦控製係統 | 施耐德(dé) |
| 機床控製變壓器 | 施耐(nài)德 |
| 交流接觸器 | 施耐德(dé) |
| 熱過載(zǎi)繼電器 | 施耐德 |
| 熔斷器 | 施耐(nài)德 |
| 電源開關 | 施耐(nài)德 |
| 微電腦控製屏 | 三菱(líng) |
| 電動(dòng)機 | 佳力凡 |
| 伺服電機 | 三菱 |
1.試(shì)彎
a.在初始畫麵中(zhōng)點擊任意(yì)處(chù)進(jìn)入係統,進入(rù)操作主菜單按手動(dòng)鍵進入手動頁麵,設置送料(liào)長度、彎管角度、轉角角度,設定好後(hòu),再按進心鍵進芯棒(bàng);裝好管件,按“抓料緊(jǐn)”、“彎管夾(jiá)緊”、“導模夾(jiá)緊”後(hòu)進行彎管,根據管(guǎn)件狀(zhuàng)態調(diào)整模具到位(wèi)。(單個彎頭)
b. 在初始畫麵中點擊任意處進入(rù)係統,進入操作主菜單按編程鍵進入編程頁麵,按畫麵(miàn)顯(xiǎn)示(shì)設(shè)定上料(liào)位(wèi)置、管子(zǐ)長度、導模長度、前置長度、幹涉區(qū)長度參數值,設定好後進入(rù)下一頁,進入參數編輯頁麵,設定送料長度、轉(zhuǎn)角角度、彎角角度,設定完後進行程序存儲,然後(hòu)退出。(多個彎頭)
c.進入自動畫麵,踩下腳踏開(kāi)關進行試彎(wān)。
2.彎管
試彎成功後,返回到主菜單,按“自動”鍵,按畫麵顯示設定彎管數量後,機器自動進行彎(wān)管。
一(yī)、操作主菜單之畫麵
1、“手 動(dòng)”進入手動控製(zhì)模式之各種功能由此觸摸進入。
2、“自 動”進入自動控製模式之各種功能由此觸摸進(jìn)入。
3、“編(biān) 程”編輯加工程式值之書寫時,由此觸摸進入。
4、“參數設(shè)定”機床參數之設定,由此觸摸進(jìn)入。
5、“模式設定”工作模式之選擇,由此(cǐ)觸摸進入。
6、“首 頁”觸摸此鍵進入開機主畫麵。


